
By: Krzysztof Kaczmarczyk, Technology Manager & Marcin Rebalski, Export Sales Director ATT
Article in EHEDG Connects: Download
Regardless of whether we engage in a greenfield construction project or the modernisation of existing food production environments – the importance of selecting suitable floors and drainage systems to ensure effective cleaning and safe food production processes should never be underestimated. In this article, Krzysztof Kaczmarczyk, Technology Manager ATT and Marcin Rebalski, Export Sales Director ATT, provide their views on the technical and financial aspects of choosing drainage systems that won’t compromise the safety, consistency, productivity and sustainability of your food processing activities.
A small step for investors, a giant leap for food safety
Drainage systems generally represent a relatively small part of the total investment budget, but investment mistakes in this area can play a major role in generating future hygiene risks. From a production perspective, it’s generally very bad news when floor layers and drainage systems need to be replaced, because it generally involves costly production stops. Hence investment decision makers should make sure to gain sufficient awareness of the functional parameters that determine the suitability of floor and drainage systems.
When choosing for a specific drainage system, the following aspects should be considered:
1. quality of production process – materials and hygiene of drains’ production environment;
2. types of elements and coherence with floor technology;
3. features of hygienic design;
4. flow rates of liquids discharged to canalisation;
5. load class of a system.
Now let’s look into the parameters of key functionalities and methods in more detail.
I. Material and drains production environment
The preferred choice of material for drainage construction is stainless steel. This material is widely acknowledged to offer the best properties for safe food production. However, there’s less consensus on what exactly should be considered to be the best type of stainless steel. The most popular grades are 304, 316L, 316TI. The choice depends on the production environment, the product itself and the production and cleaning chemicals that can interact with the floor materials and the drainage and sewage system. Click here www.att.eu/en/tocrm/ for a study indicating the resistance of the two most popular types of stainless steel types: 304 and 316L to widely used chemical substances.
The processes of pickling and passivation of processed steel are important factors here, because they can influence the safety and hygiene of goods. Both methods are used to rebuild and consolidate the oxide layer, known as the passive layer, so that the steel does not rust. The passive layer is restored after each water cleaning. The quality of materials that are suitable for the food industry depends on the raw materials that are used, the environment in which the materials are processed, and the preparation of the products for transportation.
The selection of the appropriate stainless steel supplier involves an in-depth screening of: raw material certification, storage quality (e.g. fiber-protected racks with a neutral effect on stainless steel), proper surface protection (protecting foil), and means of transport that should prevent contamination and damage to sheets. The above aspects should provide protection of steel from dirt and from reactingwith undesirable substances (such as black steel or others that may cause corrosion or affect the quality in the process).
Sample storage of steel raw material
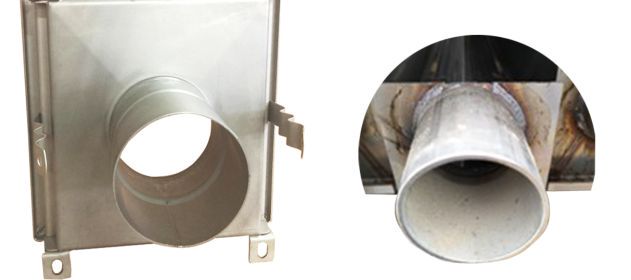
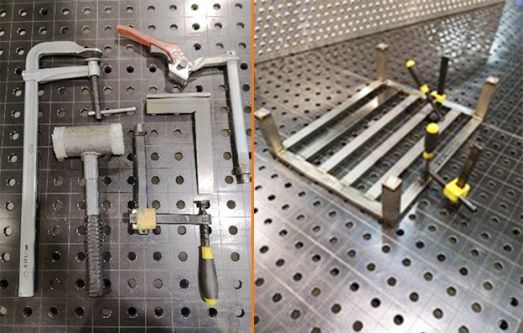
A production plant, addressing its products to the F&B sector, should ensure sterility of stainless steel processing. By this it is meant:
– safety of steel surface against damage atevery stage of production;
– total isolation of the process from harmfulmaterials, such as black steel;
– not using fasteners, supporting elements or tools made of black steel.
As mentioned in the study, finished products should undergo a surface cleaning process. High-quality effects are achieved by pickling and passivation of the entire structure, which
increases hygiene quality. Logistic preparation of the product should enable its safe transport by protecting against contact with undesirable materials and substances, as well as against mechanical damage.
II. Types of elements and coherence with floor technology
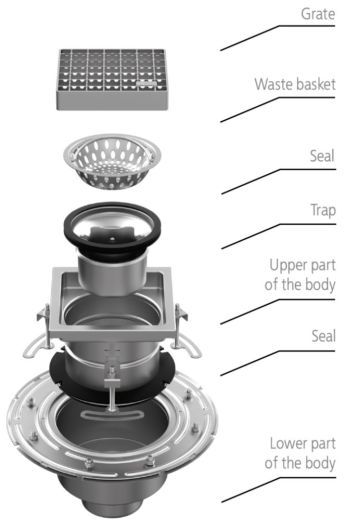
The type of drainage used in a defined area is related to the functional elements described in paragraphs IV and V. The most common items installed in plants are:
1) floor drains (point drainage) – one and two parts. Two parts are frequently used in the upper floor sections of buildings;
2) channels with flat, V-shaped and U-shaped bottom profile – the selection is related to the installation space in the floor and the hygienic requirements of the channel. Channels with a round bottom (U) allow to significantly reduce the number of places in the drainage section where possible dirt and bacteria accumulate, further facilitating the cleaning of the element;
3) slot channels – as a rule, these are used in places where the amount of medium discharged into the sewage system is small without large amounts of unit discharges.
Adapting drainage to the type of floor is a very important technical issue at the interface between manufacturers of drainage systems and industrial floor applicators. The selection of an edge finish of products that enables an application of a given type of floor is critical.
Incorrect adjustment of drains to the type and technology of the floor, may lead to cracks/ leaks, which significantly reduces the hygiene of production, leading to surface contamination and accumulation of bacteria in cracks. There are two basic types of industrial floors – epoxy and alternatives, and industrial tiles. Below there are examples of types of edge finishing profiles used in industrial plants.
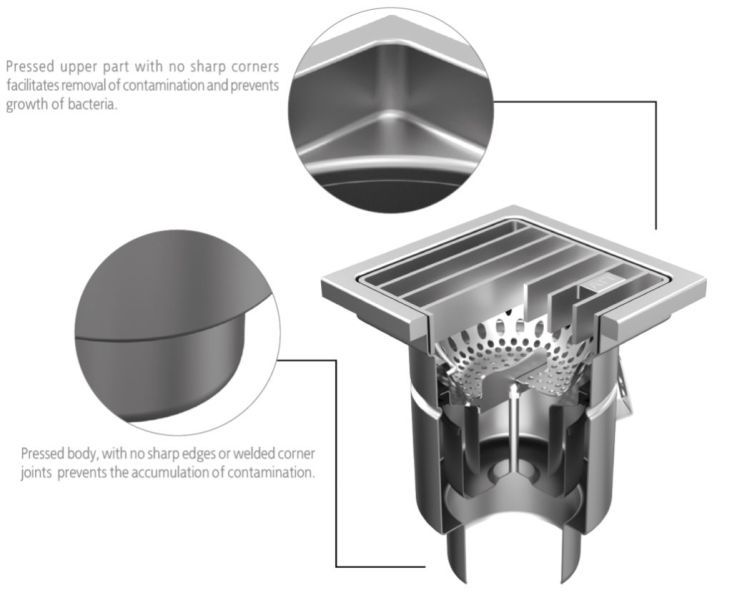
III. Features of hygienic design
Drainage system design is a very broad topic, which we partially described in the EHEDG Yearbook 2017/2018. Hygiene is the main priority in the production of high-quality drainage systems for food processing plants, with the design and product finishing aiming at minimizing spaces suitable for bacteria accumulation, and maximizing the cleanability. To minimize the required amount of welds, drains should be constructed with the use of deep pressed elements, which also eliminate sharp corners. If welds are necessary, only well cleaned butt welds are suitable. Tight continuous joints are of high importance. To verify the quality of welding works, certificates of external institutes such as TUV Rheinland are issued (according to EN 1090-2 and DIN EN ISO 3834-2 standards). It is also worth looking into the edge grading of elements that come into contact with staff members.
IV. Flow rates of liquids discharged to canalisation
This is one of the basic functional parameters that allows to determine the effectiveness of planned drainage systems in predefined production environments. During implementation of the investment project, managers compare the required flow rate (measured in litres per second) with the parameters of specific products. It is often forgotten, but nevertheless very important to also relate these flow rates to those of your drains and drainage channels. The flow rate in a point drainage is determined by the diameter of the pipe discharging the substances to the sewage system and the capacity of the trap designed in a product.
The size of the body determines a buffer. The buffer indicates an amount of medium that the body can absorb before it is discharged into the sewage. The type of the sediment basket and the type of the grating impact the point drainage flow efficiency parameter. In an operating environment, the floor drain with a mesh grating will have much greater capacity than the corresponding one covered with a plate.
A similar correlation appears when we look at drainage channels. Their efficiency of flow rates is determined by the DN of drain pipes, the types of traps and the number of outlets per linear meter of the channel. By increasing the width and depth of the linear drain, its ability to absorb discharges of large amounts of fluids increases – identically as in case of the buffer mentioned above. It is important that the buffer is well correlated with the capacity of the traps in the drains.
To sum up, when analysing the l/s parameter, it is worth to learn:
1. product testing conditions / locations: external testing centre;
2. do the indicated parameters take into account the presence and diversity of: traps and sediment baskets;
3. the hight of the water column in tested unit – according to the standards, it is assumed that the column should be 20mm above the drainage edge (PN-EN 1253-1)
V. Type and load class of a system
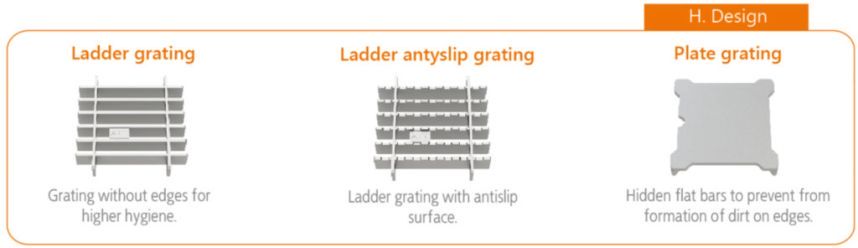
To select proper grating, three main parameters must be taken into consideration:
1. functionality;
2. load class;
3. hygiene requirements.
It is extremely important to precisely define the type of traffic that will take place in the area of drains. Usually we consider pedestrian traffic, pallet trucks, forklifts, heavy load traffic. The
edge – which is a point of contact between a floor and a drainage – is the very sensitive element responsible for maintaining the appropriate load class of the channel or gully.
The table illustrating types of load classes corresponding to the PN-EN 1253 and PN-EN 1433 standards can be found www.att.eu/en/load-class. It is worth paying attention to the method of filling. Concrete filling during the assembly is the most error-prone solution (the space may not be completely filled in), which significantly increases the risk of distortions caused by vehicular traffic. Therefore, one should consider filling with epoxy resin or in the case of high-class loads with a stainless steel flat bar, which ensures the highest load resistance and durability of products.
In conclusion
The above study indicates the core elements of the decision process related to the selection of an appropriate drainage system in an industrial plant. The described issues point decision makers to a path that can be taken when selecting the appropriate drainage parameters. Each of these points is a subject for technologists’ analyses aimed at maximizing the hygiene and effectiveness of products.

 Następny
Następny
